
Технологии, применяемые в лазерной стереолитографии (SLA) и проекторной стереолитографии (DLP), очень похожи между собой, но могут давать значительно различающиеся результаты. Понимание нюансов каждого из процессов 3д печати, позволяет понять, что пользователь может ожидать от конечного результата и как эффективно максимизировать потенциал каждого типа машины.
Слово стереолитография происходит от греческих слов «stereo», что означает «твердый» и «(photo)lithography» что является формой получения рисунка на поверхности материала. По определению SLA и DLP на основе ультрафиолетового излучения являются разновидностями стереолитографии, но рисование слоя лазером, может полностью отличаться от проецирования слоев в виде плоского изображения. Углубимся и попытаемся понять, что именно это означает.
Различия SLA и DLP.
Следуя терминологии отрасли, мы будем называть SLA на основе лазера просто как «SLA». Как для SLA так и для DLP, поддон с фотополимером избирательно подвергается воздействию света для формирования очень тонких твердых слоев, которые ложатся один на другой, образуя один твердый и объемный объект.
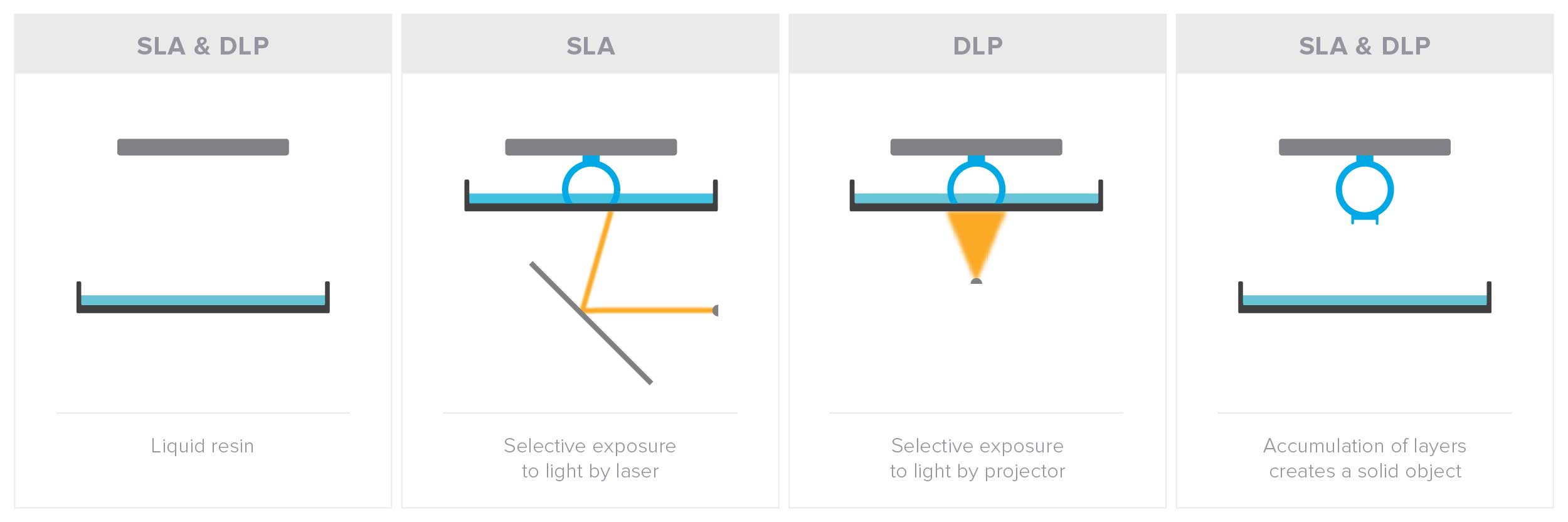
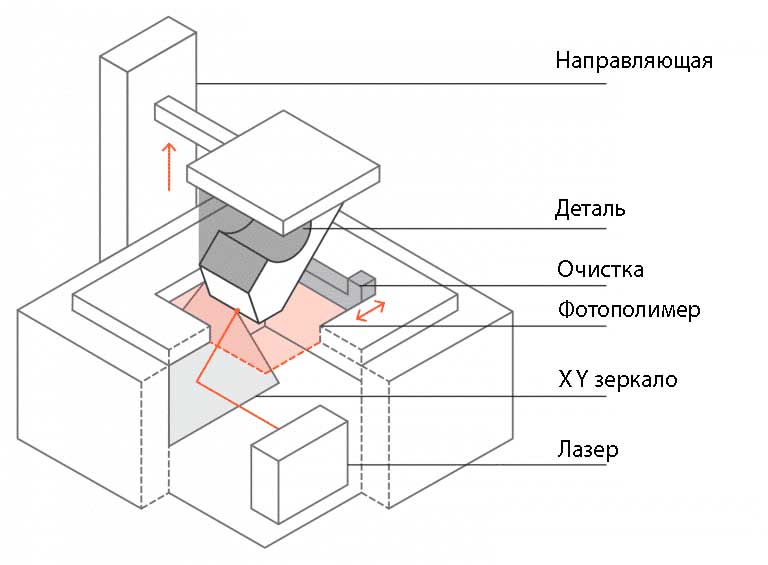
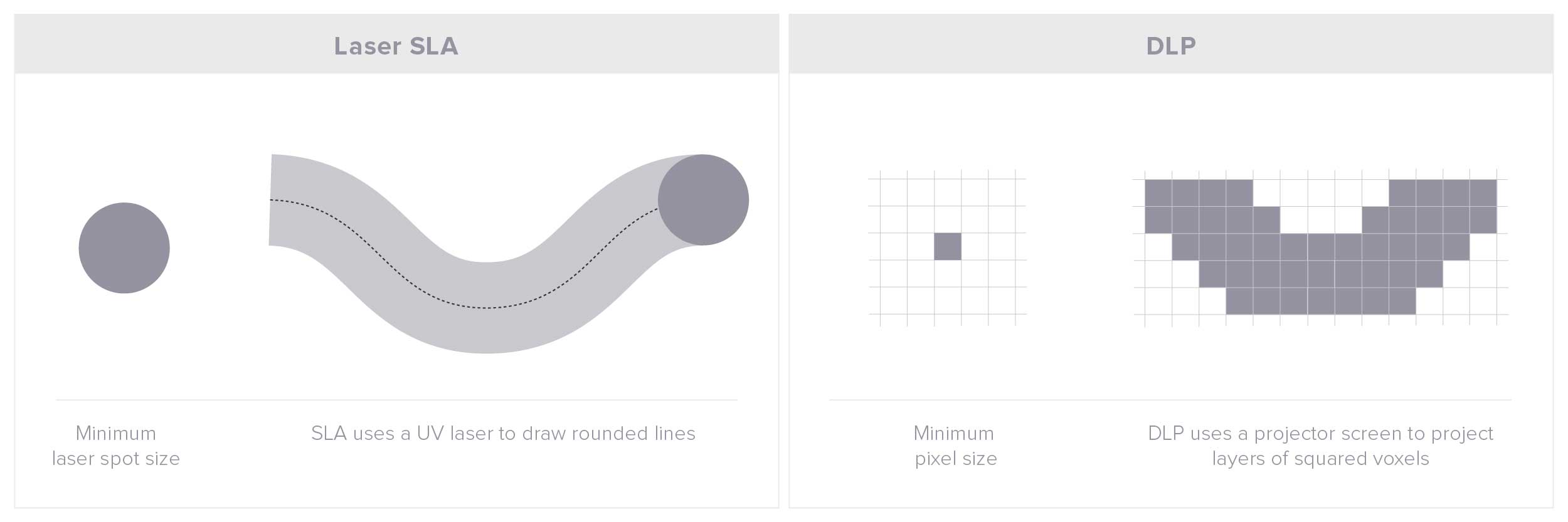
3D-принтеры на технологии SLA используют два шаговых двигателя, называемых гальванометрами (один на оси Х другой на оси Y), чтобы быстро направлять лазерный луч через область печати, отверждая смолу по мере его продвижения. Этот процесс, слой за слоем, разбивает деталь на ряд точек и линий, которые передаются гальванометрам в виде набора координат.
DLP 3D-принтеры используют экран цифрового проектора для единовременной вспышки одного изображения каждого слоя на всей площади платформы. Поскольку проектор представляет собой цифровой экран, изображение каждого слоя состоит из квадратных пикселей, в результате чего слой формируется из небольших прямоугольных блоков, называемых вокселями.
Тот факт, что основные узлы этих двух процессов имеют разную геометрическую форму, затрудняет сравнение разных прототипирующих устройств только по числовым характеристикам.
Размер печати и скорость в SLA и DLP.
DLP печать может существенно сократить время печати для некоторых деталей, поскольку каждый слой экспонируется сразу, а не вытягивается лазером.
Эта приоритетная скорость печати применяется в двух случаях:
- Для больших и плотных отпечатков, где печать заполнит большую часть свободного места платформы, т.к. в этом случае каждый слой подвергается воздействию существенно быстрее.
- Для очень маленьких отпечатков с мелкими деталями, можно заменить линзы проектора местами, в соответствии с площадью печати, используя узкий пучок света для наиболее быстрого сознания небольших слоев.

Несмотря на то что процесс печати на DLP принтерах происходит быстрее, приходится искать компромисс между скоростью печати и разрешением, а также чистотой поверхности. Суть состоит в том, что 3Д-принтеры DLP не могут печатать прототипы высокого разрешения, которые занимают большую часть печатного стола. Например, принтер DLP способен напечатать одно детализированное ювелирное кольцо, лучше и быстрее, чем принтер SLA. Однако для его тиражирования и печати множества детализированных колец, потребуется SLA принтер, который способен поддерживать стабильно высокое разрешение печати на всем объеме области печати.
Разрешение DLP 3D-принтеров зависит от проектора, который определяет количество доступных пикселей / вокселей. Например, Full HD это 1080p. Проектор в 3D-принтере DLP должен быть сфокусирован на размер изображения для достижения заданного разрешения по осям X-Y. Если необходимы небольшие пиксели, приходится ограничивать масштаб всего объекта печати, уменьшая тем самым область самой печати. То есть для детальной печати на принтере DLP, необходимо использовать только часть печатной области, а большие модели будут иметь грубое разрешение.
Обработка поверхности: воксели и линии слоев.
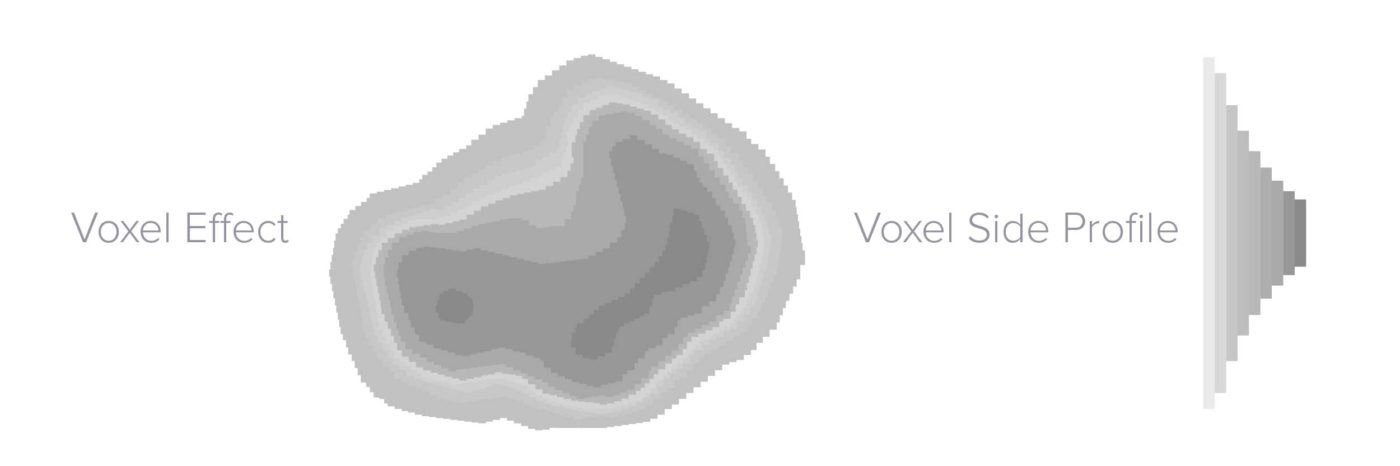
Поскольку объекты в 3D-печати состоят из слоев, прототипы часто имеют видимые горизонтальные линии слоя. Так как DLP отображает изображения с использованием прямоугольных вокселов, существует также эффект вертикальных вокселевых линий.
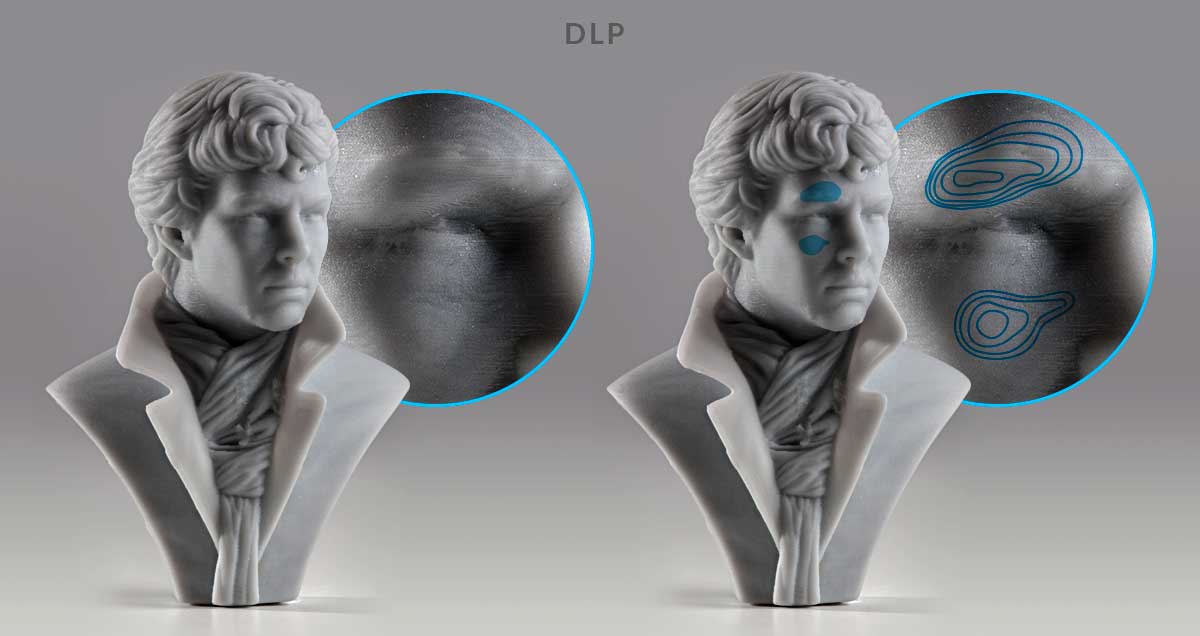
На этом изображении видны вертикальные линии вокселей, которые выглядят естественно слева, а затем обведены справа. Поскольку блок вокселя имеет прямоугольную форму, то воксели в целом оказывают влияние на изогнутые края модели. Можно сравнить этот процесс с созданием сферы из кубиков Lego. Как бы вы не старались, края будут выглядеть ступенчатыми как на оси Z, так и на плоскости X-Y.
Удаление вокселей с поверхности изогнутых объектов производятся путем шлифования.
После определения и понимания различий в технологиях и результатах печати, гораздо проще подобрать решение для печати, которое наилучшим образом подойдет именно вам и будет соответствовать вашим ожиданиям. Подведем итоги:
Лучше печатать на DLP-принтерах:
- Маленькие и очень сложные модели.
- Быстрая печать больших модели без особой детализации.
Лучше печатать на SLA-принтерах:
- Большое количество маленьких и очень сложных деталей одновременно.
- Детализированные большие модели.
Преимущества технологий SLA/DLP
Поверхность и детализация.
SLA имеет допуски +/-. 004 ”на дюйм, а поверхность из смолы идеально подходит для последующей обработки, такой как полировка и покраска.
Выбор материала.
Существует множество различных материалов со специальными свойствами, такими как прочность, термостойкость, гибкость или имитация конечных продуктов, например, резина.
Качество и доступность.
Один из самых дешевых методов быстрого прототипирования при сохранении отличного качества детализации и поверхности.
Геометрия.
Позволяет интегрировать несколько компонентов, а также создавать тонкостенные и геометрически сложные компоненты, на которые традиционный метод не способен.
Скорость.
Для печати и применения деталей SLA не требуются специальные инструменты, что разы сокращает сроки производства. Позволяет быстрее внедрять инновации и выводить их на рынок.
Масштабируемость.
Несколько одинаковых прототипов могут быть размещены на одной платформе одновременно, что значительно повышает эффективность производства.
Недостатки технологий SLA/DLP
Недолговечность.
Фотополимеры нестабильны с течением времени, а также большинство материалов не имеют сбалансированной ударопрочности/термостойкости.
Время тиражирования.
При дальнейшем тиражировании прототипа, затраты и время не будут уменьшены.
Доступные материалы SLA/DLP

EPIC
DLP

EC500
DLP

PIC100
DLP

Grey Resin Pro
SLA

RCP30
DLP
Доступное оборудование
EnvisionTEC Perfactory III
Толщина слоя
15-15 мкм.
Рабочее поле
90 x 56 x 180 мм.
Цена
от 700 руб. за 1 см³
Formlabs Form 2
Толщина слоя
25 мкм.
Рабочее поле
145 x 145 x 175 мм.
Цена
от 200 руб. за 1 см³