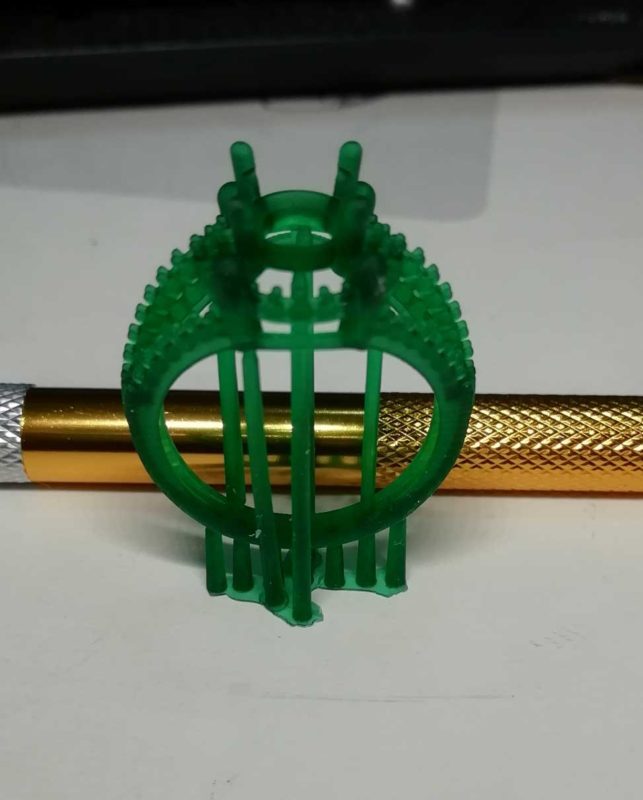
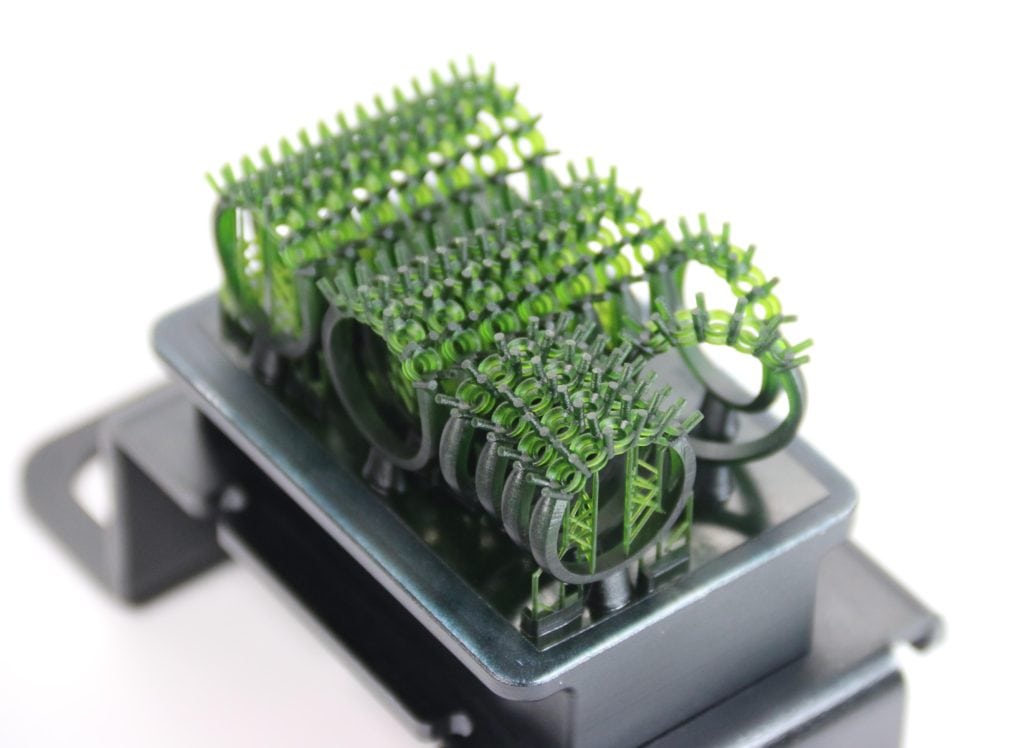
EnvisionTEC® EPIC – профессиональный литьевой полимер. Рекомендуется для ювелирной продукции, а также отраслей с процессами высокоточного литья по выжигаемым моделям.
Полимер с низким содержанием воска, в количестве около 8%, обеспечивает результаты аналогичные не содержащему воска материалу PIC100 от EnvisionTEC. Полимер предоставляет превосходное качество поверхности, даже после литья. PIC100 рекомендуется для небольших изделий массой до 5 г, в то время как EPIC можно использовать в изделиях массой до 12 г., для обеспечения дополнительной гибкости за счет воскоподобных добавок.
Минимальная толщина несущей стенки
Стенка, соединенная с другими с двух или более сторон.
0.3 мм.
Минимальная толщина неполной стенки
Стенка, соединенная с другими менее чем с двух сторон.
0.5 мм.
Минимальная толщина пайпа.
Это элемент, длина которого в пять раз превышает его ширину. Он соединен с деталью с обеих сторон.
0.3 мм.
Минимальная толщина неполного пайпаЭто элемент, длина которого в пять раз превышает его ширину. Он соединен с деталью, менее чем с двух сторон.
0.5 мм.
Минимальная толщина выступающей детали.
Это элемент, длина которого в два раза меньше ширины.
Минимальная детализация определяется разрешением принтера. Если размеры детали ниже минимальных, принтер может быть не в состоянии точно их воспроизвести.
Чтобы детали были четкими, сделайте их больше указанного минимума. Мы можем воздерживаться от печати моделей с деталями, меньшими, чем минимальные, поскольку конечный продукт не будет соответствовать вашему дизайну.
0.1 мм.
Минимальная гравированная деталь.
Это элемент, длина которого в два раза меньше ширины. Выгравированные детали выходят на поверхность или утапливаются в нее.
0.1 мм.
Минимальное расстояние.
Это пространство между любыми двумя частями модели, стенками или элементами конструкции.
Чтобы обеспечить успешную печать изделия, зазор между деталями, должен быть больше указанного минимума.
0.5 мм.
Минимальные дренажные отверстия.
Эвакуационные отверстия позволяют удалять неиспользованный материал внутри полых изделий.
Это не нужно учитывать, наш техник добавит их перед печатью в случае необходимости.
5 мм.
Подвижные или скрытые элементы.
Иногда движущиеся части не могут быть напечатаны, так как опоры внутри поперечного сечения не могут быть удалены.
Требуются ли поддержки?
Для некоторых материалов углы более 45 градусов, требуют расположения поддержек на модели. Они не наносят ущерба дизайну, и позволяют добиться печати свисающих деталей. Это не нужно учитывать, наш техник добавит их перед печатью в случае необходимости.
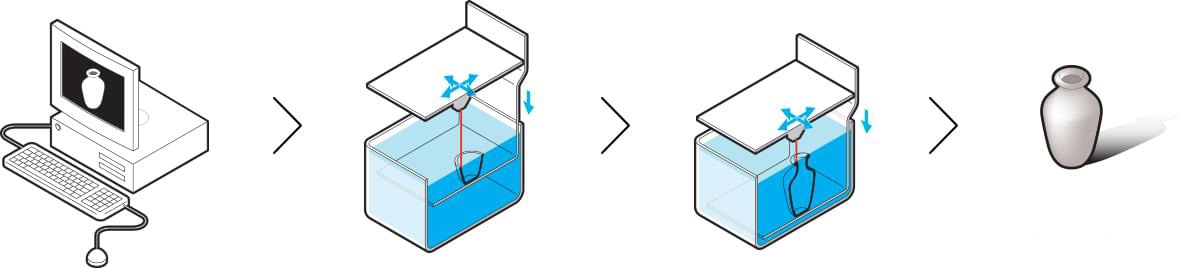
При печати данным материалом используется технология проекторной или лазерной стереолитографии DLP/SLA.
Стереолитография используется для печати вашего прототипа с этим материалом. Происходит построение и позиционирование трехмерной модели в специализированном программном обеспечении, где она разрезается на много тонких слоев, для последующего отображения их с помощью лазера или проектора.
При необходимости создаются вспомогательные поддержки для работ с выступами и полостями, в виду индивидуальных особенностей каждой конкретной модели.
Процесс проходит в большом резервуаре с жидким материалом (полимером). Принтер, используя лазер или проектор, управляемый компьютером, отверждает первый слой полимера. Далее путем поднятия платформы (субстрата) отверждает каждый последующий слой, непосредственно поверх предыдущего. Это циклическое действие, повторяется вплоть до окончания печати.
После окончания печати, субстрат полностью поднимает готовую модель из резервуара с полимером, для удаления излишков самого полимера. Поддержки удаляются вручную после того, как модель снята с субстрата.
На дальнейшем этапе, при необходимости происходит заключительное отверждение модели в ультрафиолетовой камере.